PROCO main references are :
- an Ammonia Export Terminal
to tranship ammonia from rail tankers, into isothermal storage tanks, reliqufaction of the ammonia vapors and loading onto LGC (Large Gas Cargo) vessels
- LDS Leak and Shock / Impact Detection Systems
to detect leakages and shocks or impacts on pipe lines
Download LDS Presentation (PDF)
Main Reference :
TogliattiAzot, Togliatti / Russia, the world wide major ammonia producer, has decided to built
its own
Ammonia Export Terminal on the Russian Black Sea.
TogliattiAzot has placed its trust in the project competence of
PROCO
by ordering in 2001 for this new
Ammonia Export Terminal the related :
Design, Engineering, Procurement, Shipment and Supervision
of construction, start up and commissioning.

The engineering for the
Ammonia Export Terminal is carried out together with
TogliattiAzot's engineering subsidiary
TIAP in Togliatti.
The
Ammonia Export Terminal master plan has been made for an ammonia capacity of 3.5 mio tons per year in 3 construction Phases.
The Phase I, which is presently under construction, has a Terminal capacity of 1.5 mio tons of ammonia per year. Other products will also be transshipped in the near future.
The Terminal may be described in 4 operating scenarios. Click on the following links to see an interactive presentation of each of them:
Scenario 1:
start up of the utilities (~ 900 Kb)
Scenario 2:
rail tanker unloading (~ 1700 Kb)
Scenario 3:
ship loading (~ 1000 Kb)
Scenario 4:
storage (~ 900 Kb)
Click
here to launch an animated 3-dimensional tour of the Terminal. (! large file !)
The Project includes the following services and facilities carried out by PROCO's Project Team:
Process Design, Utility and General Engineering
Process, Chemical, Mechanical, Civil, Structural, Piping, Instrumentation, Automation Control
and Electrical Engineering Services of approx. 53.000 hours are provided by
PROCO.
Ammonia Rail Tanker Discharging System :
For the Ammonia, arriving in Rail Tanker Trains, three ramps of 42 Rail Tankers are equipped with 42 discharging units
Isothermic Storage Tanks :
Two storage tanks of 60.000 m3 volume each, double wall, with Tank Bottom Heating
The ammonia vapours occurring
- during Rail Tanker discharging,
- during Ship Loading and
- during storage in the Tanks
are re-liquefied in a turbo compressor and aero condenser system.
The Re-Liquefaction Unit is operating in the following different modes :
- In rail tanker discharging mode, operating with a three-stage centrifugal compressor
- In ship loading mode, operating with a three-stage centrifugal compressor
- In storage and pipe line recirculation mode, operating with a reciprocating compressor.
The centrifugal compressor is mechanically driven by an 7.5 MegaWatt Gas Turbine.
Comprising of 3 centrifugal, barrel type pumps, with a capacity of 750 m3/h ammonia each.
The Pump Station has been conceived for the following pumping functions :
- ammonia transfer between the two storage tanks,
- pumping from the storage tanks to the ship loader (ship loading function),
- ammonia recirculation in the ammonia double pipeline between the storage tanks and the ship loader
Ammonia Pipeline from the Terminal to the Jetty for Ship Loading :
From the Terminal to the Ship Loader on the Jetty an approx. 5.140 meters long Ammonia Pipe Line is installed.
The Pipe Line consists of two 400 mm dia. pipes, both to convey 2.200 m3/h ammonia during ship loading mode.
During ship loading a third pipe will take back the ammonia boil-off, which is conveyed back to the storage tanks.
An ammonia positive displacement gas booster is located near the ship loader insuring the ammonia vapour flow back to the
Ammonia Export Terminal.
If not ship loading, the Ammonia Pump Station will be on recirculation mode, pumping through both pipes
liquid ammonia in a closed loop to keep the Pipe Line temperature low.
One Ship Loader unit, 16 inch diameter, 2.200 m3/h ammonia loading capacity, has been conceived with the flexibility
to load vessels between 8.000 up to LGC (Large Gas Cargo) 40.000 DTW carrying capacity.
The ship loading arm is equipped with a quick release system to disconnect automatically from the vessel during
emergency cases at ship loading mode.
Power Plant and Heat Recovery System :
The Power Plant, consisting of two Gas Engines of 4 Mega Watt each and two boilers plants, is operating in "Island Mode" (dedicated to the
Ammonia Export Terminal only) and covers all the electric power needs of
TogliattiAzot's Ammonia Export Terminal.
To yield energy saving of the Power Plant,
PROCO provides an extensive Heat Recovery System.
The engine cooling water is recovered for the preheating of the Desalination Plant feed water.
The heat of the Gas Engine exhaust gases is recovered to produce steam in a Boiler Plant. One of the main purposes of
the steam production is to provide the necessary energy for the Desalination Plant, located nearby.
Desalination and Potabilisation Plant :
The energy available from the Power Plant Gas Engines cooling system is used to preheat the Sea Water for the Desalination Plant.
The steam to run the Desalination Plant is provided from the Heat Recovery Boiler Plant.
The Desalination Plant produces 500 m3 per day of potable water.
Seawater Intake and Brine Return :
Approx. 500 m3/h seawater are pumped through a dedicated Sea Water Pipe Line over a distance of approx.
4.600 meters from the Jetty:
- to the Power Plant for the gas engine cooling
- to the Desalination Plant for potable water production and
- to the Fire Protection System.
The remaining brine after desalination is returned to the Jetty into the Sea.
Natural Gas Compressor Station :
One unit reciprocating type compressor, 2900 m3/h natural gas capacity for the Gas Turbine and the two Gas Engines.
Two units, screw type, approx 850 m3/h instrument air quality for the Terminal.
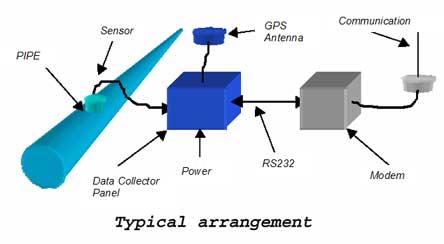
LDS Leak and Shock / Impact Detection System :
The approx. 5.140 meters long Ammonia double Pipe Line of the
Ammonia Export Terminal is equipped with the
LDS Leak and Shock / Impact Detection System for security and safety purposes.
The
LDS Leak and Shock / Impact Detection System indicates in the Main Control Room, in connection with the
Supervisory Automation System, in almost real time leakages and shocks which may occur on this ammonia pipe line.
> LDS Technical Presentation
Supervisory Automation System :
Through a DCS type system the complete
Ammonia Export Terminal is driven and controlled. This process control
system provides all functions required for the complete automation of the continuous operation and process.
The factor for the implementation of optimum automation solutions is to apply the system automation consistently
throughout all sections of the
Ammonia Export Terminal. It is implemented in a completely homogeneous control.
This results in low life cycle costs when operating the systems, which means higher productivity and most economical
operation.
Furthermore it is characterized by system stability, high availability due to redundancy and to integrated fail safety.
It includes sophisticated safety concepts, robustness and high
Ammonia Export Terminal availability for
TogliattiAzot.
Erection-, Start Up-, Commissioning - Supervision :
Field technical support personnel of in total approx. 6300 Man/Days, managed and coordinated by
PROCO and working with the
TogliattiAzot construction team throughout the erection, pre-commissioning, start-up and performance testing phases to ensure
smooth
Ammonia Export Terminal operation with strict adherence to quality and schedule.
] Back to top [